
El término producción engloba
los procesos que convierten o transforman un bien en otro diferente. Comprende
todos los procesos que determinan la adecuación de los bienes para satisfacer
las necesidades humanas; es decir, el proceso económico de la producción exige
que se mejore la capacidad de satisfacer la necesidad de bienes. Se considera
uno de los principales procesos económicos, el medio a través del cual se crea
riqueza.
La teoría de la producción se considera una rama de la economía, que se ocupa del análisis de los determinantes de la elección de la empresa sobre las cantidades de insumos, de acuerdo con su función producción, los precios de los insumos y el nivel de producción que se requiere. Se fundamenta en la hipótesis de que la empresa desea emplear el conjunto combinado de los factores de producción que minimizan los costos totales al obtener una producción determinada. Así, variando la producción es posible construir las relaciones “producto-costo”.
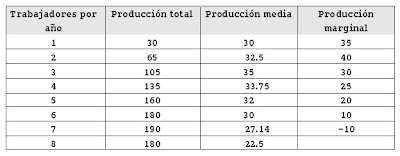
La función de producción se trata de una relación que muestra, para un estado tecnológico determinado, las cantidades de producto que se obtienen con respecto a la cantidad de factores productivos utilizados.
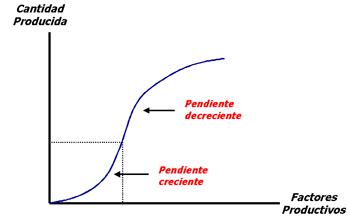
La ley de
rendimientos decrecientes de los procesos productivos afirma que la adición de
un nuevo factor de producción, manteniendo todos los demás constante (ceteris
paribus), hará que el rendimiento que añade ese nuevo factor sea menor que el
que añadió el anterior.
Es decir y dicho de otro modo, incrementar
la cantidad de un factor productivo en la producción del bien o servicio
en cuestión, provoca que la producción marginal sea menor a medida que
incrementamos este factor.
CAPACIDADES DE PRODUCCION
El término capacidad aplicado a
los procesos de producción supone que los recursos humanos y los equipos
productivos pueden medirse en términos de rendimiento,
lo que conlleva que el proceso productivo realiza sus operaciones en
determinadas condiciones de funcionamiento.
La capacidad de producción puede analizarse de las siguientes formas:
a) Capacidad teórica (T): es la máxima tasa posible de
producción para un proceso, dado el diseño actual de los factores de producción.
Suele relacionarse con la capacidad de catálogo, dado que muchas máquinas
ofrecen la tasa de producción en sus especificaciones técnicas. Podemos tener,
principalmente:
· Capacidad teórica de producción (máquinas)
expresada en unidades físicas
· Capacidad teórica de tiempos
(máquinas) expresadas en horas maquina
· Capacidad teórica de tiempos (horas
hombre) expresadas en horas hombre
Para la determinación de la capacidad
teórica de producción de un equipo consideramos los siguientes parámetros:
Horas de trabajo = 24 hs (jornada completa).
Días de trabajo mes = 30 días (promedio días totales del mes).
Meses de trabajo año = 12 meses (total de meses del año).
Calculo T mensual equipo = 20 u. x 24 h x 30 d = 14400 unid. Mensuales
Cálculo T anual equipo = 20 u. x 24 h. x 30 d x 12 m = 172.800
La capacidad instalada también se aplica a la generación de energía eléctrica, así por ejemplo el Parque Eólico Rawson tiene una capacidad o potencia instalada de 102 megavatios generados por 56 aerogeneradores, lo que equivale al abastecimiento de unos 137000 hogares.
China es el líder mundial en energía eólica,
con más de un tercio de la capacidad mundial.
b) Capacidad efectiva (E): es la producción razonable que puede lograrse. De la capacidad teórica se descuentan la preparación de los equipos, los mantenimientos programados y el descanso del personal. Items dentro del llamado “pérdidas de capacidad”. Se obtiene de un estudio de tiempos y métodos sobre el proceso de producción como el propuesto por F. Taylor. La capacidad efectiva revela los tiempos estándar y la forma más adecuada con el cual se maximiza la producción efectiva. Podemos tener, principalmente:
· Capacidad efectiva de producción
(máquinas) expresada en unidades físicas
· Capacidad efectiva de tiempos
(máquinas) expresadas en horas maquina
· Capacidad efectiva de tiempos (horas
hombre) expresadas en horas hombre
Mientras la capacidad teórica es
un objetivo por lo general inaccesible; la capacidad efectiva es un ideal o parámetro a conseguir.
c) Capacidad real (q): es la producción lograda por el proceso. Para un nivel de producción determinado en un tiempo determinado. Depende mucho de variables independientes y factores externos.
d) Capacidad ociosa (Co): es la diferencia entre la capacidad
efectiva y la real.
FÓRMULAS DE CAPACIDAD
Capacidad de
producción TEÓRICA de máquinas mensual (T1): cantidad de máquinas X horas al día X cantidad de
días al mes X tasa de producción por máquina
Capacidad de
TEÓRICA de tiempos de máquinas mensual (T2): cantidad de máquinas X horas al día X cantidad de
días al mes X tasa de producción por máquina
Capacidad TEÓRICA
de tiempos horas hombre mensual (T3): cantidad
de operarios X horas por día X días por mes.
Pérdida de Capacidad de producción (mensual) = tiempo medio improductivo X cantidad maquinas X horas
al día X días al mes.
Pérdida de
Capacidad de Tiempo de máquinas (mensual) = tiempo medio improductivo X cantidad operarios X horas
al día X días al mes
Pérdida de
Capacidad de Tiempo (horas hombre) = tiempo medio improductivo X cantidad operarios X horas
al día X días al mes
Capacidad de
producción EFECTIVA de máquinas mensual (E): T1 – pérdida de
capacidad de producción en unidades
Capacidad EFECTIVA
de tiempos de maquina mensual (E): T2 – pérdida de capacidad de tiempo de máquina
Capacidad EFECTIVA
de tiempos mensual (E): T3 – pérdida de capacidad en unidades de tiempo
en horas hombre
UTILIZACIÓN Y EFICIENCIA
Como hemos visto, una empresa industrial tiene una capacidad de producción
determinada. Si relacionamos los distintos índices de capacidad podremos
obtener el índice de utilización y el índice de eficiencia alcanzado por el
proceso.
El índice de utilización representa en qué porcentaje se está explotando o
aprovechando, la capacidad máxima o ideal de un proceso de producción. El índice
de eficiencia, en cambio, nos muestra la relación entre la capacidad real que
posee el proceso y la efectiva lograda. Cuanto más cercano a 1 sea el índice, por
un lado existirán menos recursos improductivos y por otro, más eficiente
resultará la organización en cuanto a sus planes de producción.
Cálculo
Índice de Utilización:
Capacidad real x 100
Capacidad de diseño
Índice de Eficiencia: Capacidad real x 100
Capacidad efectiva
EJEMPLO
1) Un proceso tiene 7 máquinas con una
capacidad teórica de 10 unidades por hora y 9 operarios. Se trabajan jornadas
de 8 horas durante 23 días al mes. Calcular la capacidad teórica de producción y tiempo de maquinas y operarios.
T1 (producción de máquinas) = 7 máq x 10 un/hora x 8 hs x 23 días
= 12880 unidades al mes
T2 (tiempos de máquinas) = 7 máq x 8 hs x 23 días = 1288 horas
maquina
T3 (horas hombre) = 9 op x 8 hs x 23 días = 1656 horas
hombre al mes
2) Las pérdidas de capacidad son 0,5 horas al comienzo del día, debido a
preparación y mantenimiento de máquinas y 1 hora al día de descanso de los
operarios, momento en el cual los equipos no producen. Calcular la capacidad efectiva de producción y tiempo del
proceso de maquinas y operarios.
Pérdida de Capacidad (producción)= 7 maq X 0,5 horas x 10
un/hora x 23 días = 805 unidades al mes
Pérdida de Capacidad (horas máquina) = 7 maq X 0,5 horas x
23 días = 80 horas máquina
Pérdida de Capacidad (horas hombre) = 9 op. X 1 hora x 23
días = 207 horas al mes
E1 = 12880 unidades
- 805 unidades = 12075 unidades
E2 = 1288 horas
- 80 horas = 1207 horas máquina
E3 = 1656 horas
- 207 horas = 1449 horas hombre
3) Durante el mes la producción real fue
de 9752 unidades. Calcular:
a) El índice de utilización y eficiencia del
proceso.
b) Los tiempos de máquina y mano de obra
más probables para la producción real teniendo
en cuenta la capacidad efectiva.
c) La
capacidad ociosa.
Resumen
Capacidad Teórica de producción (máquinas) mensual = 12880 unidades
Capacidad Teórica de tiempos (máquinas) mensual = 1288 horas
máquina
Capacidad Teórica de tiempos (horas hombre) mensual = 1656 horas
hombre
Capacidad Efectiva de máquinas (producción) mensual = 12075 unidades
Capacidad Efectiva de tiempos (maquina) mensual = 1207 horas
máquina
Capacidad Efectiva de tiempos (horas hombre) mensual = 1449 horas
hombre
Resolución
del punto 3:
a)
Índice de Utilización:
Capacidad real x 100
= 9752 x 100
= 75,7%
Capacidad de diseño
12880
Índice de Eficiencia: Capacidad real x 100
= 9752 x
100 = 80.7%
Capacidad efectiva
12075
b) Horas Máquina = 9752 x 1207 = 975
horas máquina
12075
Horas
Hombre = 9752 x 1449 = 1170 horas hombre
12075
c) Capacidad ociosa = Capacidad efectiva - Capacidad real =
12075 – 9752 = 2323 unidades
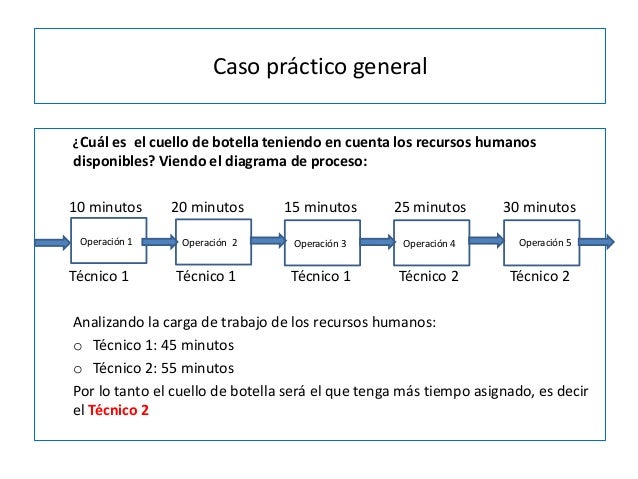
CUELLO DE BOTELLA
Es una parte
de proceso que limita la capacidad de todo el proceso. La entrada excede a la
Capacidad.
 |
|||
No hay comentarios.:
Publicar un comentario